電磁フィーダー
主に、小投入用に用いられます。メンテナンスが悪いと、計量精度に悪影響が出る可能性があります。
点検
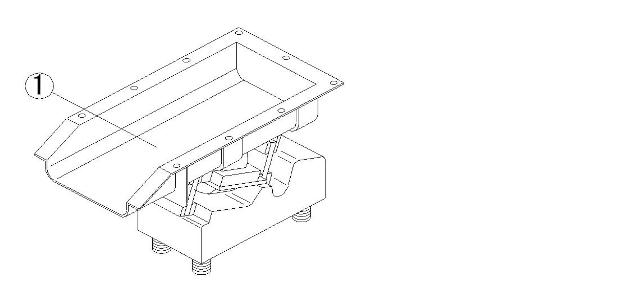
フィーダーのトラフ部分(①)には、よく製品が付着します。(図1)ここに堆積物があると、計量時間や計量精度に影響します。
また、5~6年経過すると、トラフ取付部のステー(下記構造図②の可動フレーム部)に亀裂が発生したり、⑦の板ばねが錆で破損する場合があります。亀裂は⑪のトラフ取付ボルトの穴(可動コアー側)付近からが発生するようです。可動フレームが割れると、固定コアーと可動コアーとの接触音とは異なる、異音を発します。
板ばねが破損すると能力が極端に落ちます。
また、固定コアーと可動コアーとの間に、製品が固着したり粒状の製品が入り込んだりすると、全く振動しなくなる場合があります。
定期的に点検清掃を心がけて下さい。
図1
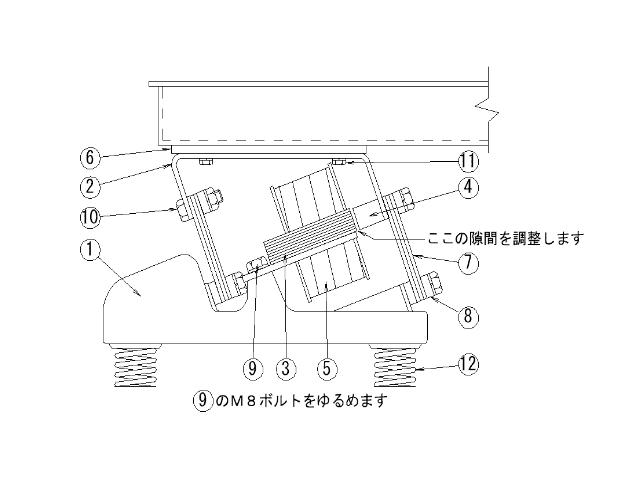
電磁フィーダーの構造
構造図
型式 F-0B
F-01B
F-0B、F-01B標準部品表
| | ① | 固定鋳物 | ⑦ | 板バネ | | ② | 可動フレーム | ⑧ | 板バネ押さえ | | ③ | 固定コアー | ⑨ | 固定コアー取付ボルト | | ④ | 可動コアー | ⑩ | 板バネ締め付けボルト | | ⑤ | コイル | ⑪ | トラフ取付ボルト | | ⑥ | トラフ取付板 | ⑫ | 据置スプリング |
| |
電磁フィーダーコアー間隙の調整
小投入が電磁フィーダータイプの計量機は、電磁フィーダーの振動量により、小投入量が決まります。
電磁フィーダーの振動を強弱させる方法には、2通りの方法があります。
(A)制御盤の小投入量調整つまみを可変して、印可電圧を制御することで、振動を強弱させる。
(B)上記の構造図の、③固定コアーと④可動コアーとの隙間を調整することで、振動を強弱させる
(B)は粗調整、(A)は微調整といった感じになります。
納入試運転時に、A、Bとも調整済みですので、通常の運転時には、再調整を行う必要はありません。
調整は故障などにより、部品交換をした場合に行って下さい。
以下に調整方法を示します。
まず、⑨の固定コアー取付ボルトをゆるめ、固定コアーと可動コアーとの隙間を調整した後、⑨を締付けます。
固定コアーと可動コアーとの隙間は、通常1.9~2.0mmです。
この隙間が広すぎると、コアーが加熱損傷する事がありますので十分注意して下さい。
組み付け後、小投入ボタンにて駆動させ、振動状態を手で確認します。
良好な振動が得られない場合、上記を繰り返して下さい。
正常時の振動がどの程度か検討がつかない場合、固定コアーと可動コアーとの接触による異音が発生する境目を、制御盤の調整用目盛の0~10の間に来るように調整します。
この場合、盤側のつまみは固定コアーと可動コアーとの接触による異音が発生する少し手前で使用します。
つまみ調整時は、振動状態が、ヒステリシス状になります。(異音の発生位置が上げ下げで一致しない現象)
先端ダンパー
電磁フィーダーには、図のように先端ダンパーが装備されている機種もあります。
このような機種では、先端ダンパーも忘れずに点検して下さい。
エアーシリンダーの点検及び調整は、別項「保守一般」の「エアーシリンダー」を参照して下さい。
流量調整ダンパー
塊の大きい製品を計量する場合、このダンパーとトラフ間の隙間に注意して下さい。隙間が小さ過ぎると製品が出てこない場合があります。
能力と精度の関係は、なるべく層を薄くして(ダンパーを閉め気味にして)速く流した方が精度が上がります。その上で能力が足らないようであれば、層を厚くします。(ダンパーを開く)
電磁フィーダー部品図
ここに描かれている部品は先端ダンパー付(オプション)パーツリストです。
別添の「パーツリスト」がある場合、そちらを参照願います。
1.上部バイパス
2.下部バイパス
3.防塵布
4.トラフ蓋
5.トラフ
6.電磁フィーダー
7.固定用駒
8.取り付け台
9.流量調整ダンパー
10.シリンダーブラケット
11.連結棒
12.先端ダンパー用シリンダー
13.スピードコントローラー
14.割ピン
15.ワッシャー
16.ナックルジョイント
17.ピン
18.先端ダンパー主軸
19.先端ダンパー
20.ブッシュ
21.ダンパーブラケット
22.固定金具
定期交換必要部品
電磁フィーダー部から異音がしたり流量が少なくなった場合、電磁フィーダーの板ばねの破損が考え
られます。定期的に点検して下さい。
エアーシリンダーは3年毎程度で交換した方が良いでしょう。